[VIP第1年] 指数:3
[VIP第1年] 指数:3
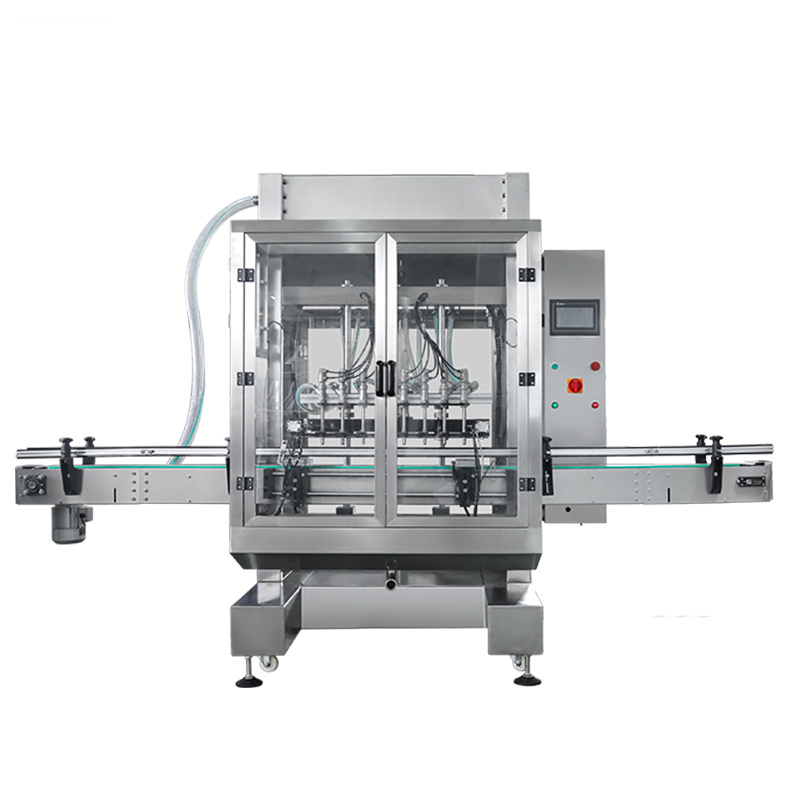
热熔胶塑封包装机初次开机设定温度有哪些注意事项?由于各种热熔胶的熔点和性能不一样,机器出厂时做的是基础的设定,具体温度初次开机要做一个调整。滚筒温控器的温度出厂设定在50,这个数字可以做微调,长期使用在60_70之间。根据滚筒的实际情况可以做一个微调。工作时调整按一次1或者2做一个加减。胶槽温控器的温度出厂设定在50度,如果到了实际温度50度,实际没有完全熔化胶的,可以3到5度一次升高温度,观察胶的融化情况,找到一个合适的温度。一般使用时候在70-90度之间,温度不用过高,否则对热熔胶和机器都有破坏。通过全自动包装机,企业可轻松应对大批量订单的包装需求。上海盒式包装机哪家好
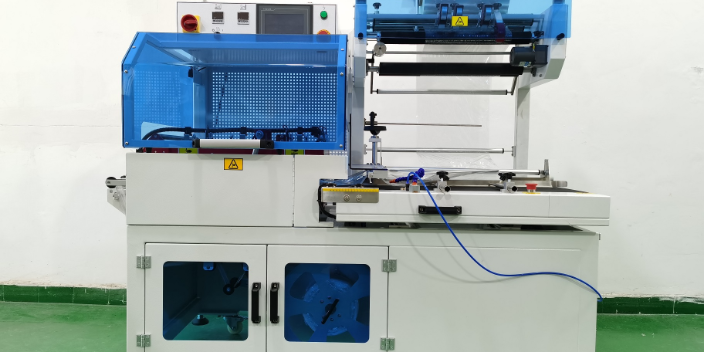
塑封包装机的使用注意事项与故障排除方法:环境对塑封的影响:塑封包装机预热稳定时间受环境温度的影响,环境温度高时,塑封温度能较快平衡稳定环境温度低时,散热快,塑封温度需较长时间才能达到平衡稳定。切忌开机后温度显示刚到塑封温度就进行塑封,因为此时塑封包装机胶辊受熟尚未平衡稳定,只是测温点附近局部温度达到塑封温度。一般来讲预热稳定时间不要短于20分钟。塑封包装机工作环境设计指标为一5~40℃,相对湿度不大于80%,无腐蚀性气体。因此,一般季节及气候条件下塑封包装机均能正常工作,不会影响塑封效果。常州食品包装机厂家食品包装机在提升品牌形象方面也发挥着重要作用,精美的包装可以吸引更多消费者的关注和购买欲望。
环境对塑封包装机的影响:塑封包装机预热稳定时间受环境温度的影响,环境温度高时,塑封温度能较快平衡稳定环境温度低时,散热快,塑封温度需较长时间才能达到平衡稳定。切忌开机后温度显示刚到塑封温度就进行塑封,因为此时塑封机胶辊受熟尚未平衡稳定,只是测温点附近局部温度达到塑封温度。一般来讲预热稳定时间不要短于20分钟。塑封机工作环境设计指标为一5~40℃,相对湿度不大于80%,无腐蚀性气体。因此,一般季节及气候条件下塑封机均能正常工作,不会影响塑封效果。
塑封包装机出现不加热情况是什么原因?其实可以让业内人士来解决,可是切记要先将开关电源关闭再开展检查:检查塑封包装机的主机电源是不是插错,隔离开关是不是处于断掉的情况,若是处于一切正常的情形下,需应用数字万用表联接主机电源布线端处的工作电压是不是为220V/380V。检查服务器的保险管是不是损坏,若保险管坏掉,必须拆换保险管;要不然,就得检查温控表的主要参数设置,若温控表显示灯亮着,中间继电器导出信号指示灯也亮,则检查接触器是不是处于合闭情况,警报继电器是不是一切正常工作中;若一切正常,再用万用表测量服务器加温阻值是不是一切正常。热熔胶管或喷不加温时,检查塑封包装机保险管是不是损坏,若保险管坏掉,则拆换保险管。航插的插针是否有撤出,插针退出,可以用斜口钳将插针抽出来。采用水平式包装机,产品包装过程实现全自动化,大幅提升了生产效率。

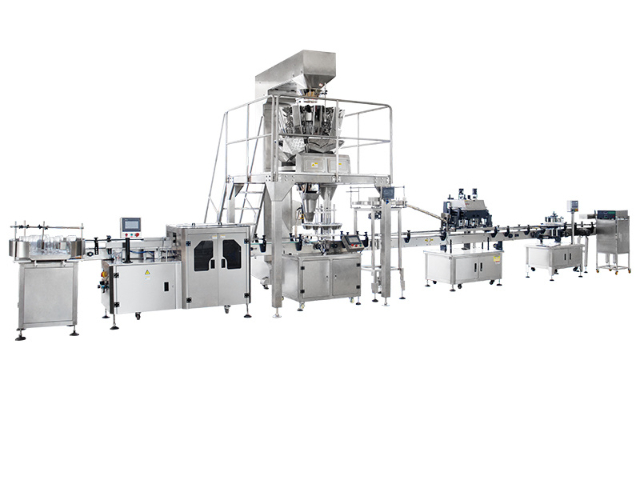
调速型塑封包装机:这种塑封包装机的特点是压力和温度已经固定,速度可调。胶辊间压力与塑封温度在出厂时已经调定,塑封速度可由使用者自行调节也有设定两档可调温度的调速塑封包装机。证件的封合牢度由塑封速度控制。实际上,调节速度也就是改变塑封温度。速度快、受热时间短、塑封温度低反之,速度慢、受热时间长、塑封温度高。此类机型的操作也应按工艺要求的程序逐条进行。速度太快,会造成证件在封合过程中受热不足引起开胶速度太慢则因供给热量过多,而引起封合后的证件变形、溢胶。调速型塑封包装机的压力也有一定可调范围,必要时可参照说明书进行适当微调。全自动包装机结合条形码扫描技术,实现产品信息的自动录入与追踪。金华水平式包装机售价
水平式包装机通过优化包装路径,减少能耗,提升整体经济效益。上海盒式包装机哪家好
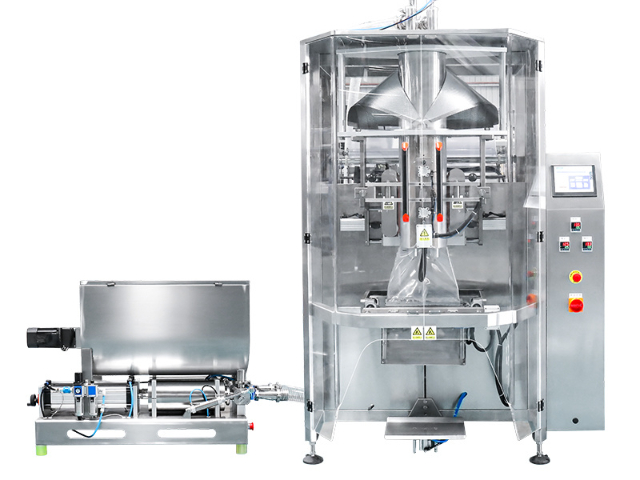
液体塑封包装机下料不稳定怎么办?液体塑封包装机下料不稳定原因:1塑封包装机旋塞位置安装错误;2、塑封包装机管路发生堵塞;3、塑封包装机的旋塞摇杆位置有松动的现象。液体塑封包装机下料不稳定解决方法:1、当塑封包装机旋塞位置安装错误时,需要正确调整好包装机的旋塞位置。2、当塑封包装机管路发生堵塞时,需要及时疏通塑封包装机的管路,确保管路下料畅通无阻。3、当塑封包装机的旋塞摇杆位置有松动的现象时,需要拧紧塑封包装机旋塞摇杆周围的螺钉。上海盒式包装机哪家好
文章来源地址: http://baozhuang.m.chanpin818.com/bzsbwe/dgnbzjtx/deta_23881796.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。